

商铺名称:河北晶鼎耐磨材料有限公司
联系人:李(小姐)
联系手机:
固定电话:
企业邮箱:hbjdnm@163.com
联系地址:河北省清河县清凉江工业区
邮编:河北省清河县清凉江工业区
联系我时,请说是在泵阀网上看到的,谢谢!
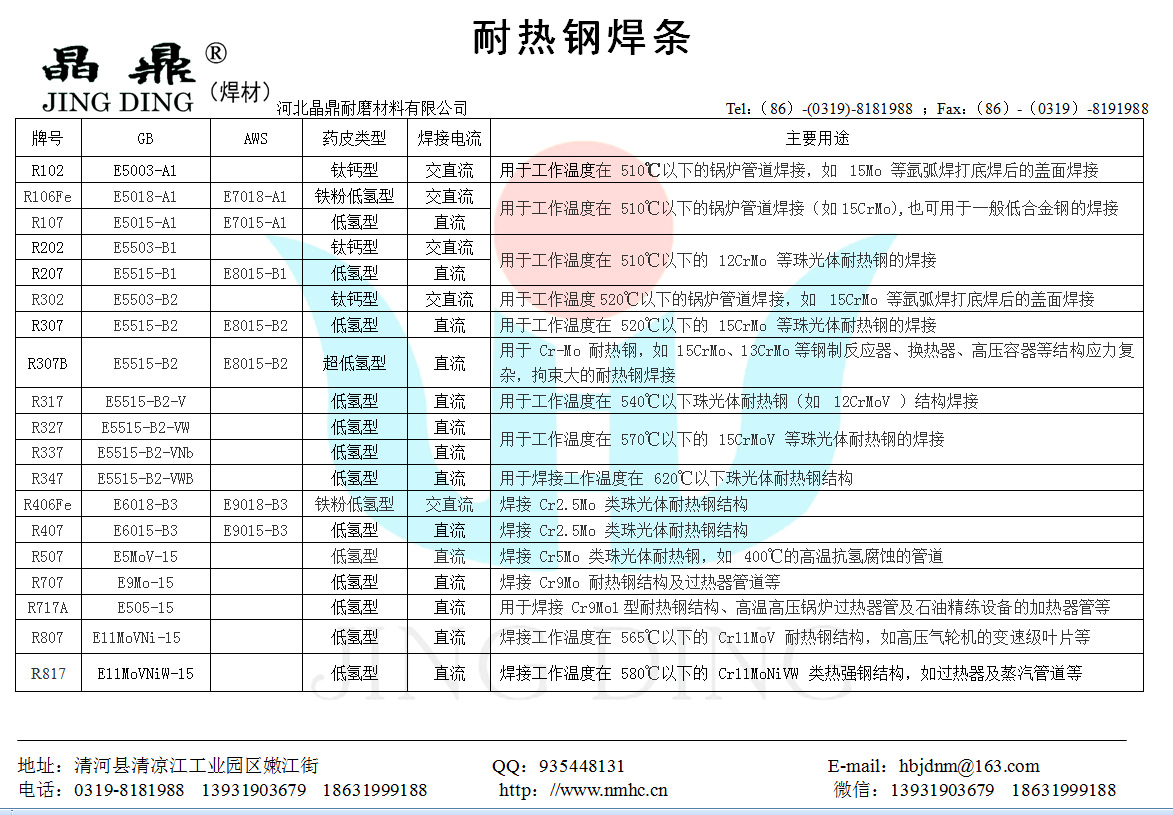
R717是低氯钠型药皮含Cr9.0%-Mo1.0%-VNb的耐热钢焊条,采用直流反接,短弧操作,可进行全位置焊接。焊前焊件预热至200~300℃,并保持该层间温度。焊后需经高温回火处理。
|
适用于焊接改良型9Cr1Mo钢(如P91、T91、F91等),用于亚临界、超临界锅炉壁温在650℃以下的过热器管、再热器管和壁温为600℃以下的集箱、蒸汽管道。也可用于石油裂化装置的炉管、高温用管道等焊接。
|
|
|




